对于压铸模具,传统排气设计与真空排气设计并无本质区别。只是排气的方式上前者为被动排气,利用金属流动将气体排出,即所谓的正压压射;后者为主动排气,即由采用真空装置,随压射的进行将型腔内的气体抽出,也称为负压压射。就排气效果而言,相差甚远,正确的真空排气应用将会极大降低型腔内的气体含量,从而有效地提高产品的质量。本文将就真空模具方案设计所涉及的一些内容展开讨论,重点是排气方案设计。
- 铸件大小
- 几何形状,包括壁厚,流动路径,最后充型点,排气点等等
- 去边操作可行性
- 铸件质量要求,包括整体性和局部性的安全性,气密性,表面处理和机加要求等
- 充型时间
- 浇口速度
表一:锌合金充型时间选择经验数据
|
铸件净重
|
壁厚
|
短流动路径
|
中流动路径
|
长流动路径
|
|
5克
|
小于1毫米
|
5
|
3
|
1
|
|
大于3毫米
|
8
|
4
|
3
|
|
15克
|
小于1.1毫米
|
7
|
5
|
2
|
|
大于3毫米
|
9
|
7
|
5
|
|
50克
|
小于1.2毫米
|
10
|
7
|
4
|
|
大于3.5毫米
|
14
|
10
|
7
|
|
150克
|
小于1.2毫米
|
14
|
11
|
8
|
|
大于4毫米
|
17
|
14
|
11
|
|
500克
|
小于1.3毫米
|
18
|
16
|
12
|
|
大于5毫米
|
26
|
21
|
16
|
|
1000克
|
小于1.5毫米
|
22
|
20
|
15
|
|
大于6毫米
|
32
|
26
|
20
|
表二:铝合金充型时间选择经验数据
|
铸件净重
|
壁厚
|
短流动路径
|
中流动路径
|
长流动路径
|
|
30克
|
小于1.1毫米
|
6
|
4
|
2
|
|
大于3毫米
|
10
|
8
|
5
|
|
100克
|
小于1.2毫米
|
10
|
8
|
6
|
|
大于3.5毫米
|
17
|
13
|
9
|
|
500克
|
小于1.4毫米
|
24
|
19
|
12
|
|
大于4毫米
|
38
|
28
|
21
|
|
1000克
|
小于1.6毫米
|
34
|
29
|
22
|
|
大于4.5毫米
|
50
|
37
|
30
|
|
3000克
|
小于2毫米
|
58
|
50
|
38
|
|
大于5毫米
|
75
|
65
|
53
|
|
9000克
|
小于2.5毫米
|
94
|
85
|
65
|
|
大于7毫米
|
150
|
110
|
92
|
至于浇口速度,锌和铝铸件请参看表三和表四。
表三:锌合金浇口速度选择经验数据
|
铸件壁厚
|
短充型路径
|
长充型路径
|
|
0.6-3毫米
|
42-46米/秒
|
45-56米/秒
|
|
2-6毫米
|
40-44米/秒
|
40-48米/秒
|
|
5-14毫米
|
36-42米/秒
|
38-45米/秒
|
表四:铝合金浇口速度选择经验数据
|
铸件壁厚
|
短充型路径
|
长充型路径
|
|
1-5毫米
|
40-44米/秒
|
42-52米/秒
|
|
4-10毫米
|
38-42米/秒
|
40-45米/秒
|
|
8-18毫米
|
32-40米/秒
|
36-43米/秒
|
最困难的决定是将单穴模变成多穴模,模穴越多,变数越多。多穴模的设计要点是要使所有模穴同时充型,同时结束!但计算是从一个模穴开始的。
2 浇道方案设计
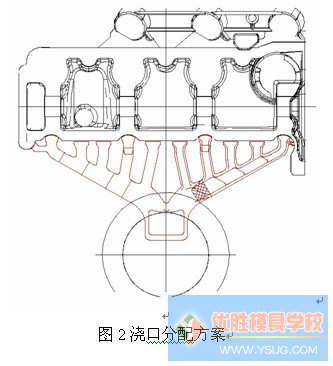
现举例说明单穴模浇道方案设计过程,见图1。
铝铸件净重: 2500克
壁厚: 最薄2.4毫米;最厚12毫米
几何形状: 复杂
优化充型时间:50毫秒
优化浇口速度:40米/秒
金属流量: 20.6升/秒
浇口面积: 518毫米2
冲头直径: 90毫米 100毫米 110毫米
冲头充型速度: 3.30米/秒 2.70米/秒 2.25米/秒
浇道中间系数: 1.75
现在根据铸件的几何形状来分配浇口:确定充型流动方向和流量分配,由此可确定浇口的位置,导流方向,厚度及长度。本例中,浇口分为10段(最左边两个合为一个),每段面积都为51.8毫米2,厚度为2.8毫米,宽度为18.5毫米,见图2。
浇口设置完毕后,进行浇道方案设计。需要考虑以下问题:怎样使得从浇道进入到浇口的热金属流无紊乱?其优化的截面积是多少?其最佳的几何形状是什么?
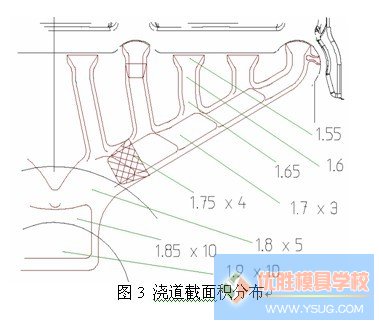
浇道的设计,其截面积应该是从压室开始朝着浇口方向逐步递减,最实用和简捷的方法是在浇道截面积上使用厚度系数来确定。一般说来,对于厚壁件,系数为1.8至2.2;中等厚度件为1.5至1.8;薄壁件为1.3至1.6。本案例选择了1.75作为中间优化系数,从压室至浇口间,以1.9开始,1.5结束。见图3。
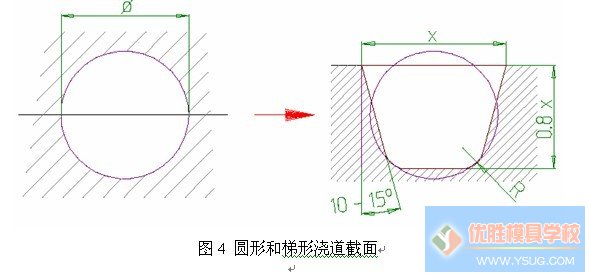
从能量损失方面考虑,浇道的最佳几何形状应是圆形,考虑到便于加工等原因,常采用其近似的梯形来代替,见图4。
2 排气方案设计
3.1真空系统选型
首先选择排气元件,瑞士方达瑞(FONAREX)公司的排气元件按结构形式有真空阀或真空冷却块,其选择取决于产品质量要求和经济性。产品质量要求高的需采用真空阀。按规格和排气能力分为超小型、小型、中型、大型和超大型。
然后是选择真空机,其排气能力要与排气元件的大小相匹配,这样才能发挥出所选用的真空排气元件的特点与能力。真空阀和真空机选择的原则见表5。冷却块的选择见表6。依本例,根据铝铸件净重,选择中型单腔真空机和中型冷却块,见图5。
表5 真空阀和真空机选择的原则
|
真空阀
|
铝合金净重
|
锌合金净重
|
镁合金净重
|
|
对应的真空机
|
|
超小
|
0.05 – 0.3 kg
|
0.15 – 0.8 kg
|
0.03 -0.2 kg
|
直到250 t
|
所有型
|
|
小型
|
0.1 – 0.6 kg
|
0.25 – 1.6 kg
|
0.06 – 0.35 kg
|
直到 400 t
|
所有型
|
|
中型
|
0.6 – 4.0 kg
|
1.6 – 10 kg
|
0.3 – 2.4 kg
|
200 – 800 t
|
所有型
|
|
大型
|
4 – 8 kg
|
–
|
2.4 – 4.5 kg
|
600 – 2000 t
|
大型
|
|
超大
|
8 – 16 kg
|
–
|
4.5 – 9.5 kg
|
1600 – 4000 t
|
大型
|
表6 冷却块型号
|
冷却块型号
|
高X宽X厚(毫米)
|
冷却块间隙 (毫米)
|
排气面积
(毫米)
|
排气能力
(升/秒)
|
对应真空阀
|
|
标准型:
|
|
|
|
|
|
|
SCS30小型
|
150x63x50
|
0.65
|
30
|
1.5
|
小型阀
|
|
SCS60中型
|
250x100x50
|
0.8
|
64
|
3.5
|
中型阀
|
|
SCS100大型
|
300x140x60
|
0.9
|
108
|
6.5
|
大型阀
|
3.2. 排气元件安装
排气元件最佳安装位置是在模框内,如果安装在模框外,其背面与模板之间需增加支撑块,以防止压射时排气元件涨开;同时尽量靠近铸件排气接口。至于放在上面还是侧面,不影响排气效果。本例中图6,排气冷却块设计在上模框内。
3.3 排气接口的设置原则
铸件金属液最后充型处和重要控制点都应设置排气接口,接口的截面积总和至少要等于相应的排气元件的面积和。本例中中型冷却块的排气面积为64平方毫米,而排气接口面积总和为72平方毫米。
3.4 排气通道的设置
设排气元件的接口处为100%,以下的分支总和至少按1.1倍递增。见图6。排气通道的脱模斜度为12-15度。如果按15度考虑,采用中型真空冷却块SCS60,其尺寸分配为:
1)12×6;2)9×6.6;3)7.6×5;4)7×4;5)6×3.6;6)5×3;7)4×3

本例的真空排气设计方案见图7。有关排气元件的详细安装尺寸,请参见瑞士方达瑞公司提供的相关型号设计手册。

4 应用示例
图9展示的是一铸件真空压铸设计错误的浇注系统和排气通道设计,应按细线条标明的位置及要求做修改,才能保证真空压铸的效果。
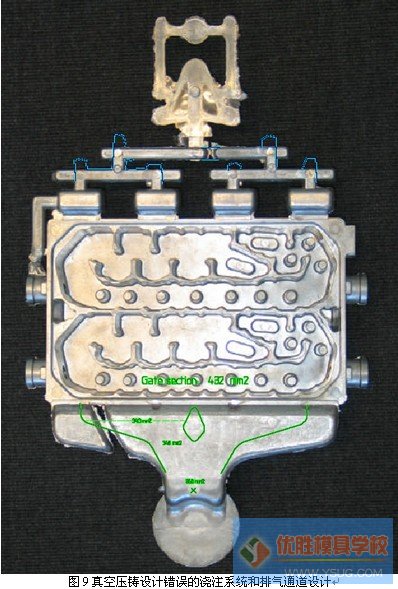
图10和图11展示的是典型的圆筒形压铸件,采用双冷却块的浇注系统及排气方案设计。

5 结论
一般来讲,采用与铸件重量匹配的单个排气元件最经济;但由于受到铸件形状的限制,或排气通道过长的影响,换成两个低一级的排气元件,效果更佳!严格来说,即使在排气面积一样的情况下,设计合理的冷却块排气,其效率仅为机械式真空阀的60%左右。但从一次性投资成本以及维护成本上考量,冷却块比机械阀占优。






