此产品为复印机盖板,尺寸为303*189*58mm,基本壁厚2.6mm。成型材料:PPE+PS+40%GF
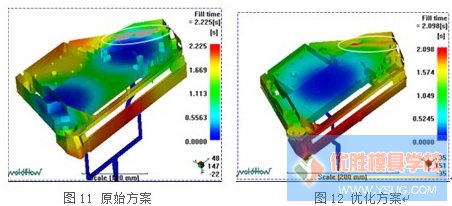
原始方案中,充填流动不太平衡。圈示处的薄肋发生严重滞流现象,导致产品短射。原因在于此肋太薄(仅0.9mm左右),而浇口又距此肋太近,塑胶流动到该处时受到极大阻力而停滞不前并迅速凝固。
优化方案中,改为中间一点热流道后,充填流动有较明显的改善。圈示处的薄肋仍发生轻微滞流現象,但因为浇口远离该区域,使该区域可以成为接近最后充填的区域,塑胶停滞时间较短,所以在最后充填阶段加大一点压力便可充满。
原始方案中,充填流动不太平衡。圈示处的薄肋发生严重滞流现象,导致产品短射。原因在于此肋太薄(仅0.9mm左右),而浇口又距此肋太近,塑胶流动到该处时受到极大阻力而停滞不前并迅速凝固。
优化方案中,改为中间一点热流道后,充填流动有较明显的改善。圈示处的薄肋仍发生轻微滞流現象,但因为浇口远离该区域,使该区域可以成为接近最后充填的区域,塑胶停滞时间较短,所以在最后充填阶段加大一点压力便可充满。